




До атегорія:
Допомога робітникові-інструментальнику
Слюсарю-інструментальнику часто доводиться правити абразивні інструменти. Правку шліфувальних кругів здійснюють різними способами: обточування алмазними інструментами (рис. 1, а); обкативаніем безалмазним або алмазним правлячим інструментом (рис. 1, б); шліфуванням алмазними колами або абразивним кругом з карбіду кремнію (рис. 1, в). При правці методом обточування застосовують алмазно-металеві олівці, алмазні зерна з природними гранями, закріплені в оправці, алмазні голки з ріжучої частиною, штучно обмеженою в формі піраміди або конуса, алмазні профільні різці, алмазні правлячі бруски, а для редагування обкативаніем і шліфуванням - алмазні правлячі ролики. Найбільшого поширення набули алмазно-металеві олівці і алмазні зерна в оправках.
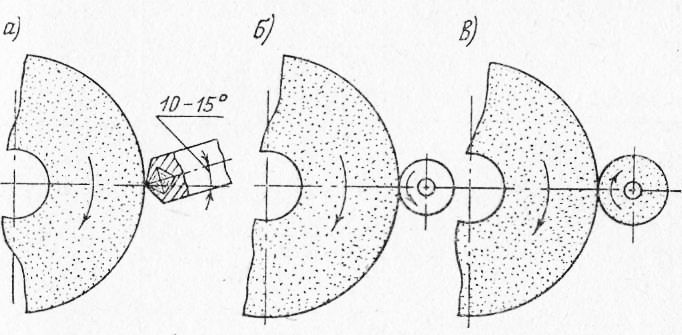
Мал. 1. Способи редагування кіл.
Алмазно-металеві олівці є латунні або сталеві циліндрики довжиною 45 ... 55 мм, діаметром 6 ... 8 мм, в яких алмазні зерна зцементувати цінкоалюмініевого сплавом. Хвостова частина оправлення призначена для кріплення олівця на верстаті.
Кожен алмазно-металевий олівець позначають буквою і цифрою, наприклад, H1, С1 і Ц1. Буква вказує розташування алмазів в олівці, а цифра- масу одного алмазу в каратах. В олівці типу Н розташування алмазів неоріентіро-вано, типу С - вони розташовані шарами і типу Ц - алмази розташовані ланцюжком.
Впроваджені алмазно-металеві олівці без перемичок між шарами алмазних зерен. При роботі такими олівцями відпали непродуктивні витрати часу на знімання алмазної зв'язки і додаткові налагодження на розмір.
Олівці типу Н застосовують для редагування фасонних кіл з гострим профілем, тонких кіл на вул-канітовой зв'язці; типу С - для редагування великих кіл при круглому і плоскому шліфуванні і типу Ц - для редагування кіл при внутрішньому шліфуванні. Правку виробляють способом обточування на наступних режимах: глибина шару, що знімається - до 0,04 мм / дв. хід, поздовжня подача - не більше 0,5 м / хв при робочій швидкості шліфувального круга. Олівці типу Ц встановлюють під кутом 15 °, а типу С - під кутом 3 ... 150 до осі, що проходить через центр кола з нахилом в сторону його обертання.
Алмази в оправках служать для виправлення шліфувальних кіл фасонного і прямолінійного профілів при виконанні точних операцій. Форма і розміри оправок для закріплення кристалів алмазу різні й залежать від конструкції шліфувального верстата. Діаметр оправок практично може становити від 6 до 12 мм, а довжина - від 5 до 75 мм. Застосовують кристали алмазів масою від 0,05 до 1,75 карата і більш, що мають природні гострі ребра. Стійкість алмазу в оправці визначається правильною орієнтацією його по вектору твердості, міцністю кріплення, а також своєчасної перестановкою в процесі редагування. Критерієм граничного зносу є майданчик затуплення, складова 25 ... 30% від найбільшої площі поперечного перерізу зерна.
Діамантові голки являють собою металеві стрижні з закріпленими на кінці кристалами алмазу з гострою вершиною масою 0,08 ... 0,3 карата. Діамантові голки виготовляють двох типів: АІ-1 і АІ-2 діаметром 8 і 9,5 мм і довжиною 35 і 50 мм. Застосовують їх для редагування різьбошліфувальних кіл.
Алмазні круги служать для виправлення абразивних кру. гов врізним шліфуванням. Вони можуть бути як цільними, так і збірними. Профіль їх залежить від профілю оброблюваної деталі. Для виправлення абразивних кіл складного профілю використовують блок алмазних кіл з дистанційними кільцями між ними для компенсації зносу по торця. Алмазні круги прямого профілю, виготовлені з природних і синтетичних алмазів, мають зовнішній діаметр 70 і 69,85 мм, а ширину-10 і 20 мм. Виправлення проводиться при наступному режимі: частота обертання ролика 2800 об / хв, поздовжня подача 0,3 м / хв, поперечна подача 0,02 мм / дв. хід, швидкість обертання абразивного круга 35 м / с.
Виправлення алмазними колами має ряд переваг в порівнянні з іншими способами. Зносостійкість алмазних кіл в 50 ... 100 разів вище, ніж алмазних інструментів, що працюють способом обточування.