




- Типова конструкція та маркування силового проводу
- Ключові вимоги до зварювальних проводах
- Вибір поперечного перерізу кабелю
- До питання про з'єднання і подовженні кабелів
Для надійного з'єднання окремих елементів металоконструкцій між собою широко використовують різні типи зварювальних апаратів. Одним з ключових його компонентів, крім електронного блоку, є кабель зварювальний, за яким організовується подача струму в зону з'єднання деталей. Очевидно, що це виріб повинен відповідати чітким технічним вимогам, володіти певними конструктивами, з якими постараємося розібратися далі.
Типова конструкція та маркування силового проводу
Практично будь-який подібний виріб являє собою гнучкий ізольований силовий провід, основу якого складають переплетені струмопровідні жили різного сумарного перетину. Кожна окрема прожилка має діаметр близько 0,2 мм і обов'язково пролужівается. Конструктивні особливості цих виробів розглянемо на прикладі кабелю марки КГ.

Як можна бачити на малюнку вгорі, силові дроти цієї марки складаються з п'яти основних компонентів:
- Власне, струмопровідна жила з мідних дротів по 5 класу;
- Базова обмотка жили, для якої використовується плівка з поліетелентерефталата;
- Основна ізоляція жили з каучукової гуми;
- Другий шар обмотки;
- Основна гумова ізоляція кабелю. Сировиною для неї може служити ізопреновий або бутадієновий каучук.
На прикладі можна бачити чотирьохжильний кабель, але для переносного зварювального апарату, наприклад, інвертора зазвичай використовують одножильні перетином від 16 до 95 мм 2. Принципи маркування таких проводів можна бачити на наступній ілюстрації:
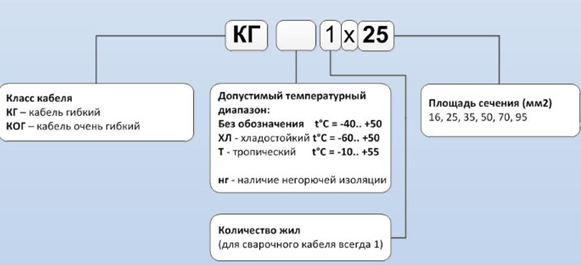
Незважаючи на те, що в схемі позначення кількість струмопровідних елементів обмежена одним, це зовсім не догма і в залежності від умов зварювання, методу і споживаної потужності, цей параметр може змінюватися. Зокрема, двожильні кабелю, що представляють собою комбінацію анодного і катодного провідників, використовують для передачі високочастотного струму при імпульсному методі зварювання. Як і в попередньому прикладі, основу струмопровідної жили представляє мідний дріт. Автоматичні зварювальні апарати, використовувані для організації нероз'ємних з'єднань труб з ідеально рівним швом, зазвичай комплектуються трижильні кабелями.
Для багатожильних кабелів зазвичай застосовують дещо інші буквено-цифрові позначення: КС - кабель зварювальний, П - полімерна ізоляція, ВЧ (П) - змінний або постійний струм високої частоти.
Ключові вимоги до зварювальних проводах
З огляду на специфічні умови експлуатації цих кабелів, до них пред'являються досить жорсткі вимоги, зокрема:
- Висока механічна міцність, ударостійкість, гарне протидія агресивних речовин і середовищ;
- Обшивка кабелю повинна бути виготовлятися на базі полімерів і запобігати можливому оголення струмопровідних жил;
- Ізоляція повинна витримувати множинні цикли скручування без механічних пошкоджень;
- Базова ізоляція кабелю повинна виконуватися з шлангової гуми з доповненням у вигляді полімерних плівок;
- Перетин дроту повинно відповідати створюваної апаратом навантаженні.
Вибір поперечного перерізу кабелю
 Неправильний вибір цього параметра може призвести до виникнення струмів короткого замикання, що в підсумку викликає теплове і механічне пошкодження всього пристрою і окремих його вузлів, наприклад, контролера струму. Також недостатній перетин викликає конденсацію струму на запобіжниках, а разом з ним - автоматичне відключення приладу вбудованою системою захисту.
Неправильний вибір цього параметра може призвести до виникнення струмів короткого замикання, що в підсумку викликає теплове і механічне пошкодження всього пристрою і окремих його вузлів, наприклад, контролера струму. Також недостатній перетин викликає конденсацію струму на запобіжниках, а разом з ним - автоматичне відключення приладу вбудованою системою захисту.
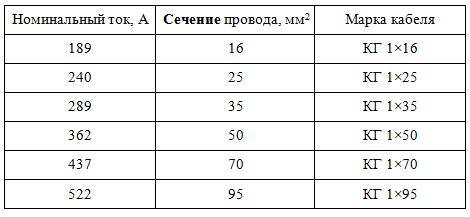
Приблизна відповідність номінального струму апарата і перетину токопроводящего кабелю можна представити у вигляді таблиці:
Провід сучасного зварювального апарату з'єднуються байонетним або клемним способами. У першому випадку контакт здійснюється за рахунок спарених елементів штекера ( «папа») і гнізда ( «мама»), які входять в зачеплення. Сам штекер являє собою штир з гвинтовим затискачем жили, який вставляється в гумову ізолюючу муфту конусоподібної форми. Штир виготовляється з латуні, має робочу (контактну) довжину 12 і 20 мм при діаметрі 9 і 13 мм відповідно. На зовнішній поверхні стримається прямокутний відлив, яким штир входить в зачеплення з пазом гнізда. Інший варіант організовується за рахунок плоского клемного наконечника під гвинт. Таким способом, найчастіше кабель з'єднується з тримачем електродів.
До питання про з'єднання і подовженні кабелів
 Що стосується подовження силових зварювальних проводів, то однозначно ствердної чи негативної відповіді на це питання не існує. Деякі досвідчені дані можуть свідчити про погіршення якості шва в такому випадку, але очевидних застережень немає ні в одному керівництві.
Що стосується подовження силових зварювальних проводів, то однозначно ствердної чи негативної відповіді на це питання не існує. Деякі досвідчені дані можуть свідчити про погіршення якості шва в такому випадку, але очевидних застережень немає ні в одному керівництві.
Якщо все ж вдаватися до подібного вирішення питання, то найчастіше використовують спеціальні байонетні кабельні гнізда і штирі. При цьому особлива увага приділяється порівнянні перетинів окремих ділянок проводів.