




- Застосовувані види зварювання
- Газове зварювання
- типи зварювання
- Сварка швелерів з накладками
- З'єднання швелерів всередину
- Зміщене з'єднання.
- Способи зварювання швелера і їх особливості
- Як зварити два швелера між собою?
- Використання швелера
- поняття швелера
- Сварка швелерів
- Використання двутавров
- поняття двутавров
- Сварка двутавров
- Конструктивні особливості з'єднання швелерів
- Труднощі з'єднання швелерів
- Який зварюванням краще з'єднувати швелера
- Газове зварювання
- Поширені варіанти з'єднання швелерів
- Сварка встик
- Сварка з накладками
- Найпоширеніші металоконструкції з швелерів
- Варіанти стикування швелерів
- Вимоги до зварювання швелерів
- Нарощування довжини швелера
Швелер - один з головних елементів з яких складається металоконструкція. Для формування потрібної структури каркаса потрібно зварювання швелерів. Зварений вузол має хорошу надійність, але будь-які порушення в технології зварювання можуть привести до ослаблення всієї конструкції. У зв'язку з цим зварювання є найскладнішим і контрольованим етапом при виробництві металоконструкцій.
Вибір з'єднання прямо пропорційно залежить від розмірів конструкції і діючих на неї сил.
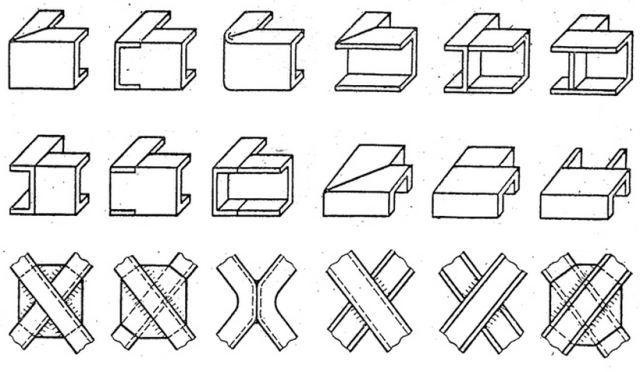
Розрізняють такі варіанти взаємного розташування швелерів:
Вибір певного варіанту пов'язаний з:
- умовами накладення шва;
- протяжності місця зварювання і кількості задіяних робочих для його накладення;
- виду сил і місць їх впливу;
- типу і габаритних розмірів швелера;
- необхідної розрахункової стійкістю і повного навантаження на споруду.
Застосовувані види зварювання
електродугове зварювання
Величезний вибір типів електродів по їх номінальним характеристикам і особливості роботи ними забезпечують незаперечну перевагу перед іншими видами зварювання і роблять його кращим для даного завдання. самий кращий шов ми отримаємо в разі застосування електродів УОНИ. При роботі даними електродами слід врахувати їх особливості та рекомендації:
- По можливості з'єднання повинні бути виконані внахлест.
- Для користування даного електрода потрібен попередній досвід роботи з ним.
- Перед застосуванням електрод підлягає прокалке в спец. печі протягом години. Температура прокалки 250 С.
- Місця з'єднань виробів повинні бути очищені від забруднень, іржі та підготовлені відповідно до Держстандарту 5264-80.
- Зварювальник повинен працювати короткою дугою середньої потужності, постійним струмом і зворотною полярністю.
- Металоконструкція зварена даними електродом не повинна використовуватися при температурі нижче - 40 С.
Газове зварювання
Даним типом при зварювання швелерів часто не користуються через величезну області і температури нагріву. Дані фактори бути джерелом утворення внутрішніх напружень в структурі металу і загальних деформацій негативно впливають на всю металоконструкцію. Проте газове зварювання часто використовують для усунення вад готових конструкцій або порізки заготовок з подальшим зняттям крайок.
типи зварювання
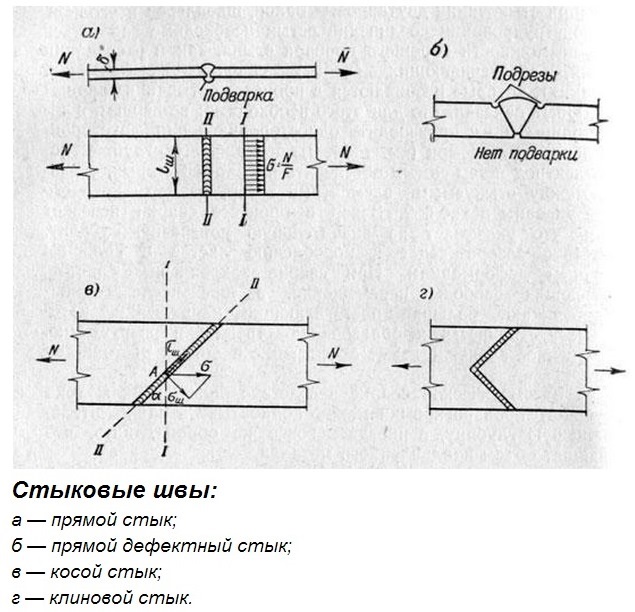
Сварка швелерів встик
Дане з'єднання застосовують для НЕ відповідальних конструкцій. Сварка виконується з лицьової, тильної сторони і з умовою гарної товщини провару. Монтажний шов спершу виконують на тонкій, а після на більш товстої частини швелера. Допускається виконання даного шва з одного боку вироби з обов'язковою підваркою кореня шва.
Послідовність накладення швів
Потреба в зняття крайок визначається виходячи з товщини полиць швелера:
- 6 мм і менше-скіс кромок не потрібно.
- 6-12 мм - скіс роблять під кутом 30.
- 12 мм і більше-скіс кромок виконується під тупим кутом на внутрішній стороні заготовки. Шов виконують V і Х-образним.
Алгоритм зварювання:
- Швелер розміщується стінками горизонтально.
- Знімають кромки в залежності то товщини металу.
- Проводиться стиковка двох балок з зазором не більш 3 мм.
- Проводиться тимчасова прихватка заготовок між собою точками з кроком в 40 мм.
- Аналізується правильність створеної конструкції.
- Остаточна обварка поверхні стику проводиться безперервно від середини стінки в сторону полиць.
Для поліпшення зварних характеристик і запобігання появи тріщин в місцях зварювання радиться виконати посилення прокату підкладками відразу після установки вироби. При приварок П-образного прокату тільки в стик, без накладок, зварене з'єднання буде слабкіше ніж сам швелер.
Сварка швелерів з накладками
Зазор при стику двох деталей, що зварюються встановлюють не більше 8 мм. Накладка розміщується з боку зварного шва. Товщина посилення залежить від режиму зварювання і розмірів прокату.
Накладки посилення обов'язково обійти електродом по всій площині. При неможливості кругового ошпарити все зазори заповнити речовиною, що перешкоджає корозії. 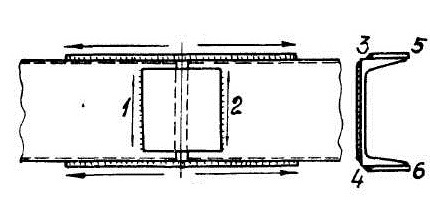
Алгоритм зварювання:
- Швелера привариваются торцями один до одного відповідно до технологічних норм ГОСТу.
- Шов всередині швелера зачищається до площини.
- У внутрішню частину швелера приварюється посилення - лист стали має довжину рівну 5-ти кратною ширині швелера. Ширина листа рівна ширині швелерів, товщина листа береться рівноцінної товщині матеріалу швелера. Смуга заварюється лише по поздовжніх сторонах.
- Друга смуга кріпиться як ребра і заварюється по обидва боки від смуги. Ребро має бути добре проварені по контуру з двох сторін і впритул до смуги.
Характеристики міцності зрощеного даним методом вироби поступляться моноліту на малість.
З'єднання швелерів всередину
Для створення посиленої пустотілої балки можна з'єднати два вироби полками всередину. Виконання такого з'єднання однаково зі зварюванням двох швелерів встик. Дане з'єднання застосовують при вимозі конструкцій середньої потужності.
Алгоритм зварювання:
- Заготовки встановити полками горизонтально навпроти один одного.
- Скріпити струбцинами.
- Шов виконати або за ГОСТом з поділом крайок, або залишити зазор. (Величину зазору вибирають в залежності від товщини швелера, але не менше 3 мм).
- Шов необхідно проводити за методом прихвата або від середини до країв.
Зачистка швів болгаркою в даному з'єднанні категорично заборонена і може привести до ослаблення всієї конструкції.
Зібрати цю конфігурацію в непридатних для даної роботи умовах при збірці конструкції реально лише при проведенні зварювальних робіт в горизонтальній площині і нижньому положенні. В інших випадках більш розумним і простим буде використання стикових швів з посиленням їх листами-підкладками.
Зміщене з'єднання.
Така зварна конструкція проводиться кількома зварниками і застосовується для об'єднання швелерів з різними геометричними розмірами. Зварювання починають з місць, що мають більш товстий метал. З'єднання встик виробляють, керуючись стандартними нормами, а кутові з'єднання потрібно проводити синхронно двома зварними (від краю до середини). Поздовжні шви не можна накладати до кінця балки. Це відстань залежить від матеріалів, що з'єднуються і площі полки прокату. Для вуглецевих сталей дане відстань прирівнюється до ширини полиці, а для легованих металів прирівнюється до дворазової її ширині.
При зборі металоконструкцій різного ступеня складності і конфігурації використовуються вище перераховані нами методи і типи зварювання швелерів. Будь-яка металоконструкція може бути розбита на окремі невеликі самостійні вузлові з'єднання, в яких будуть застосовні вищеописані методи.
Найміцнішим способом з'єднанням серед всіх видів вважається з'єднання рівнополичного прокату з паралельними полками.
Будь-яка сварка швелерів або двотаврів вимагає дотримання заздалегідь певного ряду дій і точного порядку проведення монтажних робіт . Збірку будь металоконструкції завжди потрібно починати з середини і просуватися до країв, одночасно зварювання починають зі швелерів мають більш товстий профіль металу. При компонуванні не рекомендується розміщувати зварні шви близько один до одного, дані місця краще зміцнювати застосовуючи підкладні листи з металу і допоміжні підсилювальні конструкції. Будь-який зварний шов сам по собі зменшує міцність всієї металоконструкції на 5-7 відсотків, хоча матеріал зварного шва має більш кращими характеристиками міцності, ніж матеріал основної деталі. зварювальний режим і швидкість накладення зварного шва безпосередньо залежить від обраного вами виду з'єднання, але найкращий при роботі ручного електрозварювання вважається 20 м / ч.
Щоб створити відмінне міцне з'єднання необхідно перед зварюванням добре зачистити місця майбутніх з'єднань, і обробити кромки відповідно до рекомендацій ГОСТу. Смуги зміцнення після приварки встик потрібно розміщувати тільки зовні швелерів. Сварка у внутрішніх кутах швелера призведе до ослаблення всієї конструкції, тому проводити роботи у внутрішніх кутах вузла не бажано.
Welding Materials 2016-05-16T11: 25: 21 + 00: 00 Як правильно зварити швелер?
Welding Materials
У будівництві використовується багато всього, щоб створювати міцні і надійні конструкції. Швелери - один з цих елементів. Це виріб металопрокату, яке виготовляють з алюмінію, вуглецевої або низьколегованої сталі з обов'язковим дотриманням ГОСТу.
Використовують швелери в промисловості та побуті: верстатобудування, машинобудування, будівництво на стрижневий основі, мостів, при складанні металоконструкцій, при виготовленні каркасних конструкцій і т.д. Якщо фахівці в будівництві мостів або нафтових вишок вже давним-давно знають, як поводитися зі швелерами, то в побуті або при рідкісних зустрічах з цими виробами виникає питання: як правильно зварити швелер?
Способи зварювання швелера і їх особливості
Перед тим як приступити до зварювання, необхідно правильно розігріти метал. Положення швелерів має бути правильним і зручним для зварювання, інакше це призведе до ослаблення міцності околошовной зони нерівномірного плавлення.
Електродугове зварювання:
- з'єднання виконуються внахлест;
- перед роботою з електродами бажано уважно вивчити тему. Наприклад, електрод потрібно прожарити в спеціальній печі;
- метал повинен бути підготовлений до роботи по ГОСТу;
- для роботи рекомендується застосовувати коротку дугу, що володіє наступними параметрами: середня потужність і зворотна полярність;
- зварювання при прямій полярності здійснюється легше, але при цьому потрібно стежити, щоб зварювальний ванна НЕ обганяла дугу;
- після роботи потрібно перевірити конструкцію на внутрішні дефекти.
Сварка встик:
- для зварювання залишають достатню глибину провару;
- виконують зварювання з двох сторін;
- якщо товщина полиць швелера менше 6 мм, то скіс кромок робити не потрібно;
- якщо товщина полиць до 12 мм, то скіс роблять під кутом 30 градусів, якщо більше 12 мм - скіс виконують з внутрішньої сторони і під тупим кутом будь-якого градуса.
- умов виконання процесу;
- довжини зварного з'єднання ;
- типу навантаження на з'єднання;
- типу швелера і його основного параметра - товщини;
- навантаження, яку буде відчувати конструкція.
Як зварити два швелера між собою?
Щоб зробити це правильно і досягти високого рівня якості і надійності, потрібно пам'ятати про такі особливості:
- Чітко визначте умови експлуатації. Основний параметр - це навантаження, які буде відчувати конструкція.
- Зварні з'єднання, зроблені неправильно, порушать міцність всієї конструкції.
- Не нехтуйте державними стандартами.
- Якщо ви вирішили зварити швелери встик, то при використанні додаткових накладок робити це потрібно зовні швелерів.
- Небажано виконувати зварювання у внутрішніх кутах, це може послабити загальну конструкцію.
Зведення сучасних споруд і будівель неможливо без металевих конструкцій і металопрокату. Метал - один з найстаріших матеріалів, який люди використовували ще з давніх часів. З розвитком технологій середовище застосування металевих виробів значно розширилася: з металу виготовляють безліч конструктивних елементів і заготовок. Швелери, труби, металеві куточки і двутаври широко використовуються при зведенні будинків. Тому приватні забудовники і цікавляться, як зварити швелер або двутавр.
Використання швелера
Швелер являє собою металевий виріб , Яке виходить за допомогою пресування і гарячого прокату на виробництві. Швелер від інших виробів металопрокату відрізняється своєрідним П-образним перетином, яке дозволяє добитися високого поєднання конструкційних характеристик при мінімальній витраті металу.
поняття швелера
Матеріалом для виготовлення швелерів є алюміній, низьколегована і вуглецева сталь . Номер швелера дорівнює відстані між його 2 зовнішніми гранями. Бувають швелери спеціального і загального призначення . Вироби мають висоту близько 40 - 500 і ширину полиць близько 32 - 115 міліметрів. Залежно від довжини кінцевого виробу, вони бувають мірної, кратної мірної і немірної довжини, кратної мірної і мірної довжини із залишком близько 5% від маси партії.
Якщо ви хочете знати, як виглядають швелери, і якими вони бувають, то потрібно звернутися до їх класифікації. Існує 5 серій швелера: спеціальна серія, серія з певним ухилом внутрішньої грані полиць, економічна серія з паралельними гранями полиць, легка серія з паралельними гранями полиць і серія з паралельними гранями полиць. Нержавіючі швелери також характеризуються підвищеною жорсткістю і високими експлуатаційними характеристиками.
Як важливі конструкційні елементи швелери застосовують в верстатобудуванні, машинобудуванні, вагонобудуванні і будівництві. Хороші характеристики дозволяють застосовувати швелери при зведенні великих споруд на стрижневий основі, будівництві мостів, встановлення великих прольотів в житлових і промислових будівлях.
У будівельній сфері швелер застосовують для складання металоконструкцій. Перфоровані швелери дозволяють створювати міцні металоконструкції далеко від виробничої площадки. Швелер служить для ремонтних робіт , Виготовлення стелажного та догляд за садом, армування залізобетонних конструкцій , Створення опор ліній електропередач, нафтових вишок і мостів.
Широка сфера використання швелера дозволяє використовувати для його виготовлення звичайну і нержавіючу сталь . Нержавіючі швелери добре себе зарекомендували себе як вироби для роботи в агресивних середовищах з ризиком підвищеної корозії. Гнуті швелери широко використовуються при зведенні каркасів.
Сварка швелерів
Щоб дізнатися, як зварити два швелера, вам належить вибрати один з двох варіантів. Вибір напряму залежить від умов експлуатації, іншими словами від навантажень, які діють на конструкцію, її довжину і ступінь відповідальності. Швелери, швидше за все, будуть піддаватися позацентровому вигину або стиску, тому що можна здійснити чисте стиснення, якщо навантаження прикладені в центрі ядра перетину вироби.
Перед початком зварювання необхідно звіритися зі стандартом ГОСТ і переглянути всі необхідні параметри. Ви, безумовно, знаєте, що будь-які зварювальні з'єднання послаблюють первісну конструкцію. зварювальні шви при цьому будуть мати більшу міцність, ніж головний метал, проте на кордоні сплавки метал на 10-20% втратить власну міцність.
З метою зварювання швелерів прийнято використовувати електроди УОНИ, які дозволяють створити найякісніший шов. Однак з подібними електродами потрібно вміти працювати. Якщо раніше ви не знаєте, як приварити швелер за допомогою електрода, і ніколи не використовували цих електродів, то варто попередньо потренуватися на заготовках, що схожі на майбутню конструкцію.
Електроди є стрижнями з металу, що мають спеціальне покриття, від яких залежить якість шва, його стійкість, міцність і опірність іржі, а також служать інструментом для зварки. За ним протікає струм. Якісний шов без електродів виконати неможливо. Сьогодні відомо кілька видів механізованого зварювання швелерів, проте як і раніше популярністю користується методика ручного дугового зварювання.
Електроди УОНИ застосовуються для зварювання найбільш відповідальних вузлів. Конструкції, що варяться цим електродом, виготовлені з вуглецевих і низьколегованих сталей . Ці електроди рекомендуються до використання в умовах роботи звареної конструкції при температурі до мінус 40 градусів морозу. Струм повинен бути постійним, полярність - зворотною.
Левову частку конструкції прийнято виготовляти саме цим способом зварювання. Перед зварюванням швелера за допомогою електродів УОНИ потрібно повністю позбавити метал від забруднень і іржі. Зварювання проводять на полярній стороні короткою дугою. Візьміть на замітку, що під час практичних тренувань ви можете витратити близько п'яти кілограмів електродів за один тиждень перед тим, як посилити швелер.

Для з'єднання двох швелерів шляхом зварювання полками всередину необхідно обробити кромки або проводити зварювання з зазором. Між деталями прийнято залишати зазор в 3 міліметри. Якщо ви цього не зробите, наплавка на метал піде гіркою, а подальша зачистка болгаркою врівень спровокує те, що шов ослабне.
Щоб правильно зробити шов, зваріть для початку більш товсті елементи, потім можна братися за більш тонкі. Слід запам'ятати, що всі накладки обварювати необхідно по контуру. Якщо не зробити цього, то між даними деталями вийдуть зазори, в які може потрапити волога, що провокує розвиток щілинної корозії. А корозія, що накопичилася за роки, здатна розірвати конструкцію.
Если ви не знаєте, як правильно зваріті швелер без помічника, то можете для цього застосовуваті струбцини. Варити можна прихватками. Виконаю з одного кінця швелера шов, а потім другий. Зроби з Іншого кінця аналогічно. Потім по черзі можна две Сторони прихватками через один метр. Якщо шов заварити повністю, то інший розійдеться. Варити необхідно з різних сторін і різних кінців.
Використання двутавров
Двотавр називають найбільш раціональним профілем для елементів, які працюють на вигин в площині найбільшої жорсткості, тому що в порівнянні з іншими профілями він має великий момент опору. двотаврові профілі знаходять застосування в конструкціях, які працюють на стиск в якості складового або самостійного перетину. Саме тому перед тим, як з'єднати двутавр, потрібно дізнатися про особливості цього процесу.
поняття двутавров
Металургійні заводи залежно від геометричних параметрів випускають кілька різновидів двутавров, які відповідають певній галузі застосування. Звичайні двотаврові балки мають ухил внутрішньої грані полиць і позначаються відповідним їх висоті номером.
В асортимент входять профілі від номера 10 до номера 60. У більшості двутавров за умовами технології прокатки стінки набагато товщі, ніж це потрібно умовами їх стійкості. Невелика ширина полиць провокує те, що жорсткість балки значно відрізняється від головних осей. Якщо ви хочете знати, як зварити два двутавра, то пам'ятайте, що потрібно забезпечити стійкість балки і передбачити її проміжне закріплення.
Широкополочні двотаврові балки мають межі полиць, що розміщені паралельно один одному. Прокочуються подібні двутаври трьох типів: широкополочні, нормальні і колонні. Висота балкових профілів досягає 1000 міліметрів. Колонні профілі відношення ширини до висоти полиць мають більше, ніж балкові, що підвищує стійкість елемента в площині найменшої жорсткості і не потребують додаткового закріплення.
Таврові профілі металургійними підприємствами НЕ прокочуються, їх отримують за допомогою подовжнього розпуску широкополковий двутавра. Їх можна використовувати в якості самостійного елементу поясів ферм. Для тельферів і підвісних кранів використовують спеціальні двутаври з підвищеною товщиною для запобігання отгиба полиць.
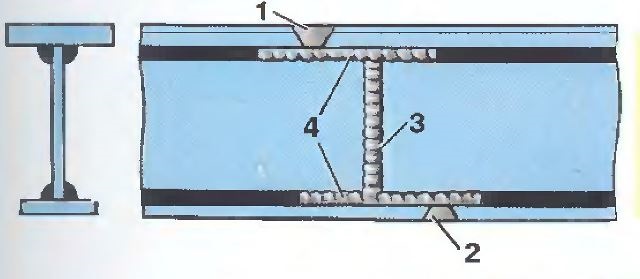
Сварка двутавров
Двотаврові балки складаються з 3 подовжених листових елементів, до яких відносяться стінка і два пояси. Спеціально для високих балок розраховані ребра жорсткості, які підвищують стійкість стиснутих елементів. У таких балках основні шви представляють собою стикові шви поясів і стінки, а також кутові шви, що з'єднують пояс і стінку.
Під час створення зварної двотаврової балки спочатку дізнайтеся, як розрахувати двутавр. Прийнято зварити стики поясів і стінки, тому що ці шви виступають найбільш відповідальними. При складанні пояса і стінки необхідно, щоб поздовжні осі листів, що стикуються, лягали по прямій лінії. Слідкуйте, щоб зміщення стиків за межі допустимих норм не виходило.
При цьому витримуйте зазор відповідно до креслення. Зібрані стики необхідно зварити вручну за допомогою високоякісних електродів, полуавтоматом або автоматом під флюсом. Після того, як ви зварили пояса і стінку, вони відправляються на складання балки.
Двутавровую балку збирають з трьох головних елементів, шви яких прийнято зварювати автоматом. Обов'язково встановлюються поперечні ребра жорсткості. Нанесіть дві ризики посередині пояса, їх відстань повинна рівнятися товщині вертикальної стінки. У метрі один від одного встановіть і прикріпіть складальні куточки. Також ви можете використовувати хомут для знищення зазору між поясом і стінкою.
Однак найголовнішим моментом є процедура зварювання стиків балок. Якщо ви не пам'ятаєте, як правильно зварити двутавр, то варто незаварених залишити поясні шви на довжині в 1,5 метрів з кожного боку від стику. Монтажні стики необхідно створювати в певній послідовності. Спочатку зваріть стик вертикальної стінки, потім - стик пояса, тому що він вийде кілька розтягнутим.

Після таких маніпуляцій заваріть стик пояса, який працює на стиск. Після зварювання стиків балки необхідно доварити поясні шви на незаварених ділянках. стики двотаврових балок виконайте високоякісними електродами. Зварювання між собою балок прийнято виконувати так само, але з відповідальністю потрібно ставитися до кожного зварювального процесу.
Таким чином, якщо для вас вирішальним критерієм є швидкість і простота, а не якість, тоді ви можете з'єднати два швелера встик. Але використання електродів УОНИ по стандарту ГОСТ дозволяє отримати гарний і надійний шов . При з'єднанні двутавров зварювати шви головних елементів автоматом.
Будь-яке зварене з'єднання послаблює конструкцію і окремі його вузли. Тому в будівництві для зменшення зварних з'єднань при підвищених навантаженнях на опорні балки несучих конструкцій прийнято використовувати швелерних і двотавровий металопрокат. Сварка швелера при монтажі несучих частин конструкції представляє особливу важливий етап, але часто викликає труднощі і неможливість виконати суворі правила зварювання (ГОСТ).
Конструктивні особливості з'єднання швелерів
Загальні відомості про швелері
Сталевий швелер являє собою металевий виріб, що має П-подібний профіль перетину. дана конструкція дозволяє при мінімальних витратах матеріалу, металу, отримати високі конструкційні характеристики. Способи виготовлення швелерів (гнучкою на спеціальному верстаті або методом гарячого прокату) не впливають на вибір техніки зварювання при його поєднанні, а тільки на загальні характеристики.
Основні переваги швелера спрямовані на посилення окремих вузлів конструкції і полягають:
- У можливості витримувати великі осьові навантаження.
- У високому опорі на вигин при центральному навантаженні.
- У можливості з'єднання без використання зварювання.
І так само ці ж переваги є і недоліками при зварюванні швелерів.
В даний час випускається п'ять видів швелерів:
- спеціальні;
- з полками різної величини;
- рівнополочні;
- з певним ухилом поличних граней;
- з паралельними гранями полиць.
Найбільшою міцності з'єднання можна домогтися при зварюванні рівнополичного швелерів з паралельними гранями полиць. Вони і є найбільш затребуваними в сфері будівництва.
Труднощі з'єднання швелерів
Для збірних металоконструкцій швелера добре себе зарекомендували, але дрібні помилки в їх з'єднанні викликають критичне порушення міцності всієї конструкції. Кожне зварене з'єднання саме по собі послаблює міцність металоконструкції на 5-7%, при тому, що метал шва має більш високі характеристики, ніж метал основної деталі.
Проблема полягає в самій техніки зварювання, в правильному попередньому розігріві металу і в досвіді зварника. Незручне становище при складанні деяких вузлів, а так само неправильно обрані шов призводить до того, що околошовной зона зварювання (зона не рівномірного плавлення) втрачає до 20% своєї міцності. Це найбільш вразливі місця з'єднання і на кожен зварний шов їх два, з двох сторін. ГОСТ передбачає найпоширеніші вузлові з'єднання, але далеко не все.
підсумок:
- Всіма рекомендованими нормами по ГОСТу нехтувати не можна.
- Сварка швелерів по ГОСТу набагато міцніше, навіть за умов додаткового посилення конструкції.
- Всі додаткові накладки після необхідно виконувати виключно зовні швелерів.
- Сварка у внутрішніх кутах швелера тільки послаблює загальну конструкцію, тому варити у внутрішніх кутах, як і всередині самого швелера, не бажано.
- Зварювати можна не тільки за ГОСТом, так як це іноді незручно, але і спираючись на рекомендації.
Який зварюванням краще з'єднувати швелера
електродугове зварювання
Особливості використання електродів і можливості підбору їх за основними характеристиками роблять електродугове зварювання самої кращою для з'єднання швелерів. Найбільш якісний шов виходить при використанні, але є деякі особливості їх використання.

Безпосередньо режим зварювання і швидкість виконання шва залежить від обраного виду з'єднання, але найбільш оптимальною при ручного зварювання є 20 м / ч.
Газове зварювання
При з'єднанні швелерів найчастіше повністю відмовляються від застосування. Температура нагріву і велика зона нагріву, а відповідно і ще більша околошовной нетривка зона нагріву, не сприяють вибору даного способу з'єднання. Негативний термічне вплив, а так же перегрів зони шва, призводить до виникнення непотрібного внутрішньої напруги металу і до сильної деформації загальної конструкції (Балки).
Але з подальшою обробкою кромок і газове зварювання для виправлення дефектів готових металоконструкцій використовується часто.
Поширені варіанти з'єднання швелерів
Для з'єднання двох швелерів між собою використовують два основні варіанти. Вибір варіанту з'єднання залежить:
- від умов виконання шва;
- від довжини зварного з'єднання і кількості зварників для його виконання;
- від виду навантаження і зони її впливу (найчастіше це стиснення, прикладена до середини центру перетину);
- від товщини і типу швелера;
- від максимальної загальної навантаження на конструкцію, від необхідної міцності.
Основні типи з'єднань і найпоширеніші металоконструкції з швелерів на практиці отримують при використанні найбільш зручного методу зварювання.
відповідно до Держстандарту.
використовується електродугове зварювання (ГОСТ 11534) або зварювання під флюсом (ГОСТ 15164) з електродами УОНИ. Для початку необхідно зварювати більш товсті елементи - полиці швелерів, а тільки потім менш товсті - стінки. 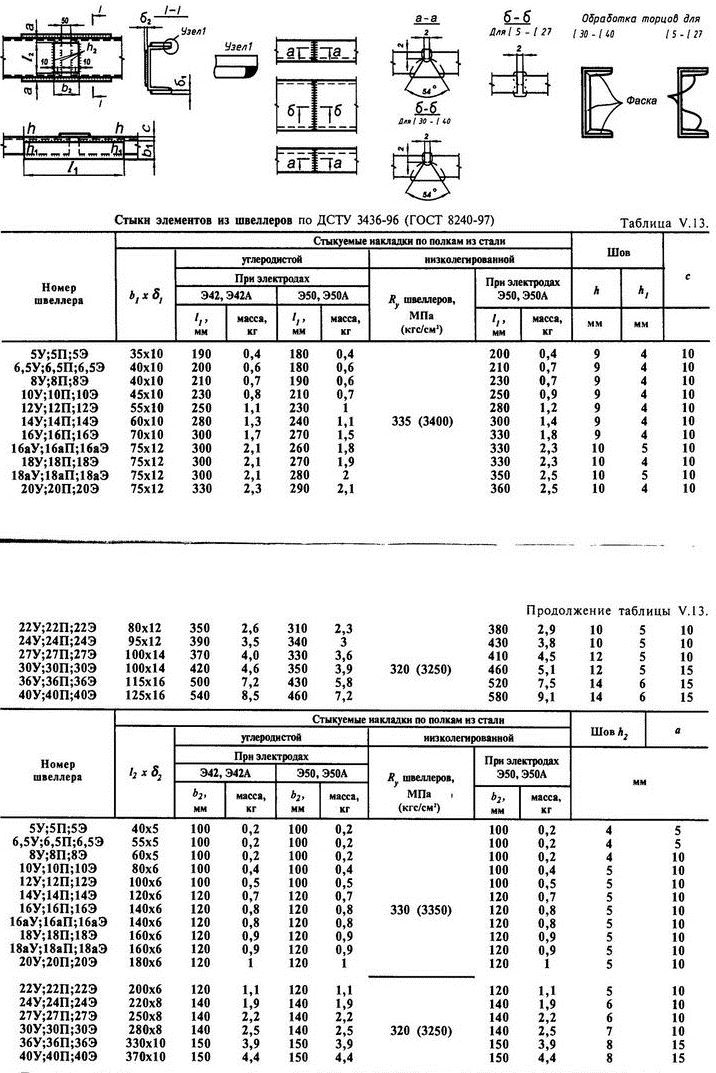
Сварка встик
Використовується найчастіше, так як є найбільш економічною. Якщо головні критерії для з'єднання швелерів - простота і швидкість роботи, а не якість і надійність, то варто зупинитися на такому шві. Зварювання необхідно виконувати з двох сторін з достатньою глибиною провару. У монтажних умовах і при обліку не використання такого з'єднання для збірки окремих елементів конструкції допускається одностороння зварювання з підваркою кореня шва.
Особливу увагу на обробку кромок:
Опис процесу зварювання встик:
- Встановлюється балка, так щоб стінки були в горизонтальному положенні.
- Проводиться скіс кромок згідно товщині металу.
- Встановлюється друга балка для зварювання швелера встик з зазором до 3 мм за допомогою крана.
- Виконується прихватка швелерів між собою точковим швом з кроком в 40 мм.
- Перевіряється прямолінійність одержуваної конструкції.
- Основну необхідно провести без перерви, від середини стінки у напрямку до полиць.
Для зменшення і внутрішньої напруги і загальної деформації балок так само рекомендується провести посилення конструкції безпосередньо після монтажу балки.
Сварка з накладками
Щоб уникнути поширеного дефекту - тріщин необхідно при зварюванні встик додати і підкладки. Зазор з обробленими кромками в зібраному стику повинен бути не більше 8 мм і при цьому підкладка кріпиться з боку крайок, що зварюються. Товщина підкладки залежить від режиму зварювання і товщини вихідного металу. Для даного типу з'єднань рекомендовано використовувати автоматичне зварювання під флюсом.
Всі накладки краще ретельно ошпарити по контуру з використанням всіх рекомендацій при виконанні швів внахлест. У ситуаціях, коли ошпарити з усіх боків не виходить, необхідно все зазори заповнити антикорозійного рідиною.
Опис процесу зрощування двох швелерів:
- Швелера зварюються торцями один до одного відповідно до Держстандарту або з попередньою обробкою кромок.
- Зсередини зварений шов ретельно зачищається до рівної площини.
- Усередині швелера приварюється перша підкладка - сталева смуга тієї ж марки довгою рівною ширині швелера помноженої на коефіцієнт 5. Ширина смуги повинна відповідати ширині швелерів (до початку округлення до полиць), товщина смуги дорівнює товщині металу конструкції.
- Смуга з'єднується тільки швами по поздовжніх сторонах.
- Друга підкладка на роль ребра і приварюється по двом сторонам від смуги.
- Ребро необхідно ретельно проварити по контуру з двох сторін і обов'язково приварити впритул до смуги.
Такий метод зрощування підходить і для двотаврових балок, тільки необхідно все продублювати з двох сторін. По міцності зрощена таким чином конструкція буде тільки на кілька відсотків (до 10%) в залежності від загальної довжини, поступатися монолітному виробу.
Для отримання посиленою порожнистої балки несучої конструкції часто з'єднують два швелера полками всередину, утворюючи так звану коробочку. Технологія подібного з'єднання схожа зі зварюванням швелерів встик.
Опис процесу з'єднання:
- Шов виконують або відповідно до Держстандарту з поділом крайок, або залишають зазор.
- Ширину зазору вибирають виходячи з товщини металу балки (мінімум 3 мм), який необхідний для запобігання наплавлення металу шва гіркою.
- Зачищати отримані шви болгаркою категорично не можна, це призводить до ослаблення з'єднання.
- Два швелера необхідно закріпити струбцинами.
- З'єднувальний зварений шов виконують від середини до країв або методом прихвата, коли працює один зварювальник, або одночасно просуваються до країв два зварника.
Виконати таке з'єднання в польових умовах при монтажі конструкції на місці можливо тільки при зварюванні в горизонтальному нижньому положенні. В інших випадках раціональніше і надійніше буде використовувати стикові шви з подальшим посиленням підкладками.
Найпоширеніші металоконструкції з швелерів
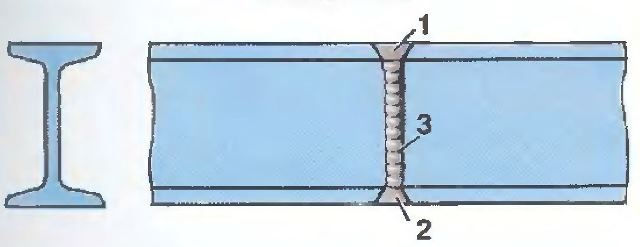
Балки і можливі варіанти їх зварювання
Стикове з'єднання між однаковими швелерами. Накладні монтажні шви виконуються на тонкому металі (1,2), а після на більш товстому 3. З'єднання використовується для отримання малопотужних конструкцій.
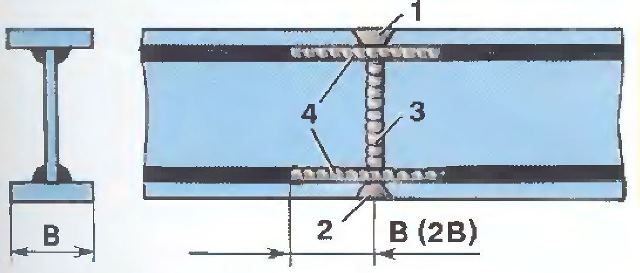
.Після виконання стикових з'єднань часто додатково застосовують і кутовий шов (4).При цьому поздовжні шви ніколи не доводять до закінчення балки на відстань, яке залежить зварюються і ширини полиці швелера.Так для низьковуглецевої сталі яку дорівнює ширині полиці (В), а для легованих металів - двом розмірам полиць (2В).Для виконання конструкцій середньої потужності використовують такий вид з'єднання.
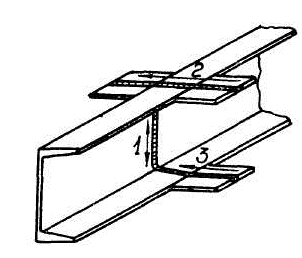
Дане з'єднання виконується двома зварниками і використовується для зварювання швелерів з різними по товщині полками. Перший шов виконується для більш товстого металу (1). Стикове з'єднання (3) проводиться згідно з правилами, а кутові з'єднання (4) необхідно проводити одночасно двома зварниками (від країв балки до середини).
При виготовленні більш складних металоконструкцій використовуються ці ж методи зварювання. Вся конструкція розбивається на окремі вузлові з'єднання, в яких проходить зварювання швелерів. Монтаж конструкції завжди починають від середини до країв і зі швелерів з більш товстого металу, а після з більш тонкого. Близько один до одного шви розташовувати не бажано, краще використовувати підкладки з металу і додаткові посилення конструкції.
З'єднання швелерів вимагає певної послідовності дій і точного плану виконання монтажу. Важливість кожного шва не можна недооцінювати, оскільки існує великий ризик втрати всіх переваг використання швелерів для міцності конструкцій.
Як зварити або зістикувати швелер між собою
швелер є важливим елементом самих різних металоконструкцій, в тому числі рамних. Найчастіше він виконує функції сприйняття різноманітних механічних навантажень - стискають, що розтягують, згинальних, що крутять. Однак для формування необхідної просторової конфігурації жорсткого каркаса (рами) необхідно з'єднувати окремі швелери між собою за допомогою зварювання, якість якої має забезпечувати ділянці з'єднання механічні характеристики, які можна порівняти з характеристиками цільного швелера.
Варіанти стикування швелерів
По взаємному розташуванню швелерів в місці їх з'єднання розрізняють наступні варіанти:
- полками всередину,
- полками назовні,
- змішане,
- з полками, перпендикулярними площині каркаса.
Також поширене хрестоподібне з'єднання діагональних зв'язків, в яких швелера розташовуються «стоячи» або «лежачи.
Вимоги до зварювання швелерів
- У Першу Черга зварюються Товсті елементи швелера (полки), после чего пріступають до зварювання тонкої стінкі.
- Чи не слід варити на внутрішніх гранях полиць и в Кутах з'єднання полки и стінкі швелера, оскількі це прізведе лишь до послаблення конструкції.
- Стік двох швелерів винен мати зазор 2 - 3 мм для Запобігання Утворення «гірки» при его обварка, после зачистки якої состоится послаблення зварювального шва.
- Если до конструкції НЕ пред'являються особливі вимоги по міцності и надійності, а важліва ШВИДКІСТЬ и простота Виконання роботи, то можна Виконувати з'єднання швелерів встик з двостороннім обварюванні (без накладок).
- Кромки торця, за яким відбувається стикування, формуються V- або X-образно (відповідно, для тонкого або товстого профілю) під кутом 30 ° - 60 °.
- На стику деталей, що з'єднуються не повинно бути горизонтальних і вертикальних переломів.
- Стиковка може проводитися з використанням листових накладок, які повинні розташовуватися симетрично до поздовжньої осі перетину.
- Зона зварного з'єднання без накладок не менше ніж на 5% (у ряді випадків до 20%) слабкіше міцності швелера, що необхідно враховувати в проектних розрахунках.
- При використанні накладок стик між торцями швелерів годі й обварювати, тому його ширина може досягати 50 мм.
Накладки рекомендується повністю обварювати по контуру примикання, що запобіжить проникненню між ними і швелером вологи, що приводить до щілинної корозії. Якщо це неможливо зазор між накладкою і швелером заповнюється антикорозійним матеріалом. Для підвищення щільності їх контакту слід використовувати притискні струбцини.
Кромки накладок на полиці швелера повинні бути паралельні крайках полиць. При проварка стику накладки на полиці встановлюються лише після зачистки шва і контролю його якості.
Нарощування довжини швелера
У деяких випадках необхідно поєднувати два коротких швелера по прямій для збільшення довжини. Тоді ефективний наступний спосіб:
- між торцями швелерів передбачається зазор 2 - 3 мм,
- накладки товщиною як полки швелера встановлюються в необхідну позицію і приварюються по всьому периметру,
- між перпендикулярними накладками передбачається зазор 2 - 3 мм, який проваривается до швелера,
- зазор між швелерами проваривается до накладок.
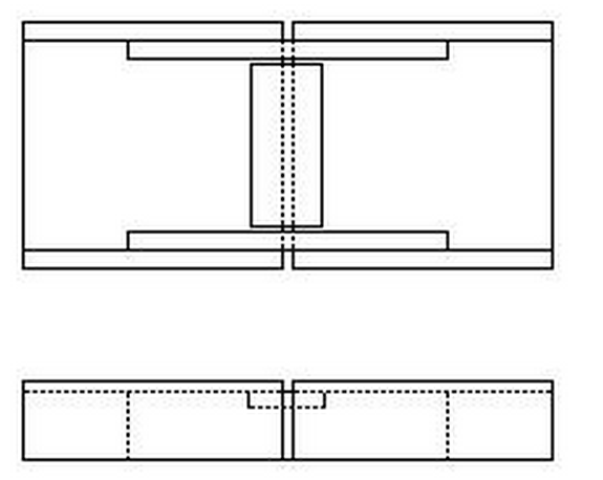
Оскільки основним несучим швом є стик швелерів, що знаходиться зовні, то зручність його проварки гарантує надійність з'єднання. Крім того, розташування накладок всередині забезпечує збереження зовнішніх розмірів швелера.
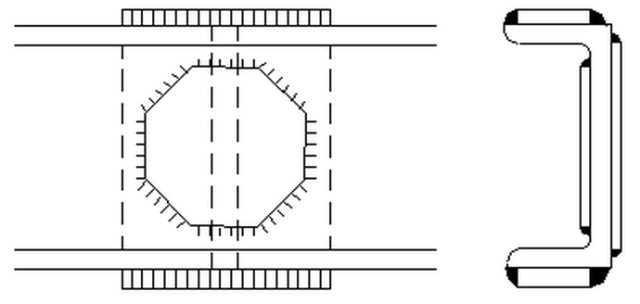
Також поширене таке рішення для торцевого з'єднання швелерів:
Welding Materials 2016-05-16T11: 25: 21 + 00: 00 Як правильно зварити швелер?
Як зварити два швелера між собою?